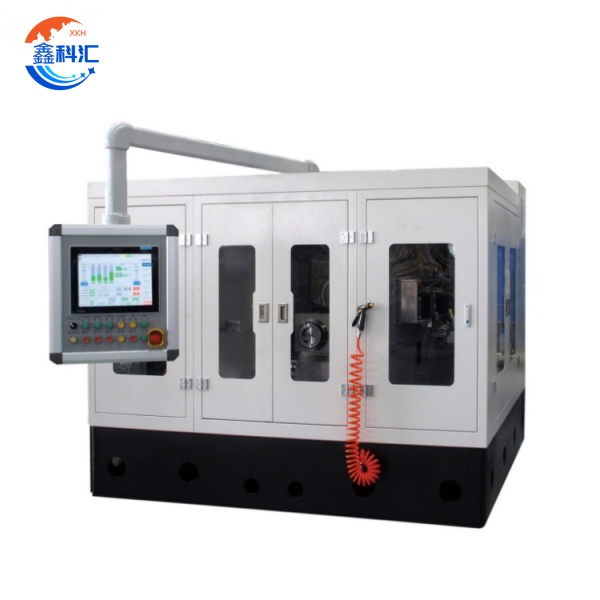
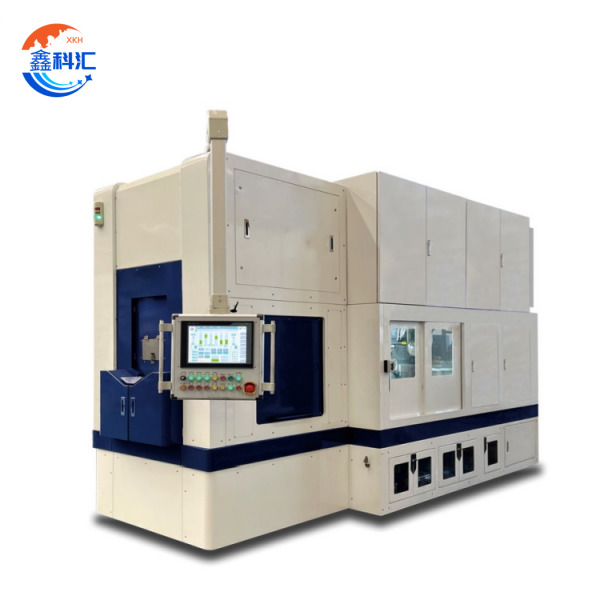
Řezačka diamantovým drátem z karbidu křemíku, zpracování ingotů SiC 4/6/8/12 palců



Princip fungování:
1. Upevnění ingotu: Ingot SiC (4H/6H-SiC) je upevněn na řezací plošině pomocí upínacího přípravku, aby byla zajištěna přesnost polohy (±0,02 mm).
2. Pohyb diamantové frézy: diamantová fréza (s galvanicky pokovenými diamantovými částicemi na povrchu) je poháněna systémem vodicích kol pro vysokorychlostní cirkulaci (rychlost frézy 10~30 m/s).
3. Řezání: ingot je podáván v nastaveném směru a diamantová linie je řezána současně s několika rovnoběžnými liniemi (100~500 linií) za vzniku více destiček.
4. Chlazení a odvod třísek: Nastříkejte chladicí kapalinu (deionizovaná voda + přísady) do oblasti řezu, abyste snížili tepelné poškození a odstranili třísky.
Klíčové parametry:
1. Řezná rychlost: 0,2~1,0 mm/min (v závislosti na směru krystalu a tloušťce SiC).
2. Napětí struny: 20~50N (příliš vysoké napětí snadno přetrhne strunu, příliš nízké ovlivní přesnost řezání).
3. Tloušťka destičky: standardní 350~500μm, destička může dosáhnout 100μm.
Hlavní vlastnosti:
(1) Přesnost řezu
Tolerance tloušťky: ±5 μm (@350 μm destička), lepší než u konvenčního řezání maltou (±20 μm).
Drsnost povrchu: Ra < 0,5 μm (není nutné žádné další broušení, aby se snížilo množství následného zpracování).
Deformace: <10μm (snižuje obtížnost následného leštění).
(2) Účinnost zpracování
Víceřádkové řezání: řezání 100~500 kusů najednou, což zvyšuje výrobní kapacitu 3~5krát (oproti řezání jednou linkou).
Životnost linky: Diamantová linka dokáže nařezat 100~300 km SiC (v závislosti na tvrdosti ingotu a optimalizaci procesu).
(3) Zpracování s nízkým poškozením
Zlomení hrany: <15μm (tradiční řezání >50μm), zlepšuje výtěžnost destičky.
Podpovrchová vrstva poškození: <5 μm (snížení úběru leštěním).
(4) Ochrana životního prostředí a ekonomika
Žádná kontaminace malty: Snížené náklady na likvidaci odpadní kapaliny ve srovnání s řezáním malty.
Využití materiálu: Úbytek materiálu při řezání <100 μm/fréza, úspora surovin SiC.
Řezný účinek:
1. Kvalita destičky: žádné makroskopické trhliny na povrchu, málo mikroskopických vad (kontrolovatelné prodloužení dislokací). Možnost přímého vstupu do hrubého lešticího článku, zkrácení procesního toku.
2. Konzistence: odchylka tloušťky destičky v dávce je <±3 %, vhodné pro automatizovanou výrobu.
3.Použitelnost: Podpora řezání ingotů 4H/6H-SiC, kompatibilní s vodivým/poloizolovaným typem.
Technická specifikace:
| Specifikace | Podrobnosti |
| Rozměry (D × Š × V) | 2500x2300x2500 nebo přizpůsobit |
| Rozsah velikostí zpracovatelského materiálu | 4, 6, 8, 10, 12 palců karbidu křemíku |
| Drsnost povrchu | Ra≤0,3u |
| Průměrná řezná rychlost | 0,3 mm/min |
| Hmotnost | 5,5 tuny |
| Kroky nastavení procesu řezání | ≤30 kroků |
| Hluk zařízení | ≤80 dB |
| Napětí ocelového drátu | 0~110N (napětí drátu 0,25 je 45N) |
| Rychlost ocelového drátu | 0~30 m/s |
| Celkový výkon | 50 kW |
| Průměr diamantového lana | ≥0,18 mm |
| Koncová rovinnost | ≤0,05 mm |
| Rychlost řezání a lámání | ≤1 % (s výjimkou lidských důvodů, silikonového materiálu, vedení, údržby a dalších důvodů) |
Služby XKH:
Společnost XKH poskytuje kompletní procesní servis diamantového drátového řezacího stroje z karbidu křemíku, včetně výběru zařízení (přizpůsobení průměru drátu/rychlosti drátu), vývoje procesu (optimalizace parametrů řezání), dodávek spotřebního materiálu (diamantový drát, vodicí kolo) a poprodejní podpory (údržba zařízení, analýza kvality řezání), aby pomohla zákazníkům dosáhnout vysokého výtěžku (> 95 %), nízkonákladové hromadné výroby SiC destiček. Nabízí také zakázková vylepšení (jako je ultratenké řezání, automatizované vkládání a vykládání) s dodací lhůtou 4–8 týdnů.
Podrobný diagram

Související produkty
-

Safírová destička o tloušťce Dia300x1,0 mmt v rovině C...
-

115mm rubínová tyč: Krystal s prodlouženou délkou pro...
-

Safírové trubicové safírové tyčinky speciálního tvaru s vysokým...
-

Vysoce přesný laserový mikroobráběcí systém
-

6palcový vodivý monokrystal SiC na polykrystalu...
-

Mikro laserový obráběcí stroj s vodním paprskem