Infračervené pikosekundové laserové řezací zařízení s dvojitou platformou pro zpracování optického skla/křemene/safíru



Hlavní parametr
| Typ laseru | Infračervená pikosekunda |
| Velikost platformy | 700×1200 (mm) |
| 900×1400 (mm) | |
| Tloušťka řezu | 0,03–80 (mm) |
| Rychlost řezání | 0–1000 (mm/s) |
| Zlomení ostří | <0,01 (mm) |
| Poznámka: Velikost platformy lze přizpůsobit. | |
Klíčové vlastnosti
1. Ultrarychlá laserová technologie:
· Krátké pulzy na úrovni pikosekund (10⁻¹²s) v kombinaci s technologií ladění MOPA dosahují špičkové hustoty výkonu >10¹² W/cm².
· Infračervená vlnová délka (1064 nm) proniká průhlednými materiály prostřednictvím nelineární absorpce, čímž zabraňuje ablaci povrchu.
· Patentovaný víceohniskový optický systém generuje současně čtyři nezávislé procesní body.
2. Systém synchronizace dvou stanic:
· Dvoustupňové lineární motory s žulovou základnou (přesnost polohování: ±1 μm).
· Doba přepínání stanic <0,8 s, což umožňuje paralelní operace „zpracování-nakládání/vykládání“.
· Nezávislá regulace teploty (23±0,5 °C) na stanici zajišťuje dlouhodobou stabilitu obrábění.
3. Inteligentní řízení procesů:
· Integrovaná databáze materiálů (200+ parametrů skla) pro automatické párování parametrů.
· Monitorování plazmatu v reálném čase dynamicky upravuje energii laseru (rozlišení nastavení: 0,1 mJ).
· Ochrana vzduchovou clonou minimalizuje mikrotrhliny na okrajích (<3 μm).
V typickém případě aplikace zahrnujícím řezání safírových destiček o tloušťce 0,5 mm dosahuje systém řezné rychlosti 300 mm/s s rozměry třísek <10 μm, což představuje 5násobné zlepšení účinnosti oproti tradičním metodám.
Výhody zpracování
1. Integrovaný systém řezání a štípání se dvěma stanicemi pro flexibilní provoz;
2. Vysokorychlostní obrábění složitých geometrií zvyšuje efektivitu převodu procesu;
3. Bezzúžené řezné hrany s minimálním odštěpováním (<50 μm) a bezpečnou manipulací pro obsluhu;
4. Bezproblémový přechod mezi specifikacemi produktu s intuitivním ovládáním;
5. Nízké provozní náklady, vysoká výtěžnost, proces bez spotřeby a znečištění;
6. Nulová tvorba strusky, odpadních kapalin nebo odpadních vod se zaručenou integritou povrchu;
Ukázka displeje
Typické aplikace
1. Výroba spotřební elektroniky:
· Přesné konturové řezání 3D krycího skla smartphonu (přesnost úhlu R: ±0,01 mm).
· Mikrovrtání otvorů v safírových čočkách hodinek (minimální clona: Ø 0,3 mm).
· Dokončení propustných zón optického skla pro kamery pod displejem.
2. Výroba optických komponent:
· Obrábění mikrostruktur pro pole čoček AR/VR (velikost prvku ≥20 μm).
· Úhlové řezání křemenných hranolů pro laserové kolimátory (úhlová tolerance: ±15").
· Profilové tvarování infračervených filtrů (zúžení řezu <0,5°).
3. Balení polovodičů:
· Zpracování průchozích otvorů skrz sklo (TGV) na úrovni destičky (poměr stran 1:10).
· Leptání mikrokanáliků na skleněných substrátech pro mikrofluidní čipy (Ra <0,1 μm).
· Frekvenční ladění řezů pro MEMS křemenné rezonátory.
Pro výrobu optických oken LiDAR pro automobily umožňuje systém konturové řezání 2mm silného křemenného skla s kolmostí řezu 89,5±0,3°, což splňuje požadavky vibračních zkoušek pro automobily.
Procesní aplikace
Speciálně navrženo pro přesné řezání křehkých/tvrdých materiálů, včetně:
1. Standardní sklo a optická skla (BK7, tavený oxid křemičitý);
2. Křemenné krystaly a safírové substráty;
3. Tvrzené sklo a optické filtry
4. Zrcadlové substráty
Schopný jak konturového řezání, tak přesného vnitřního vrtání otvorů (minimální Ø 0,3 mm)
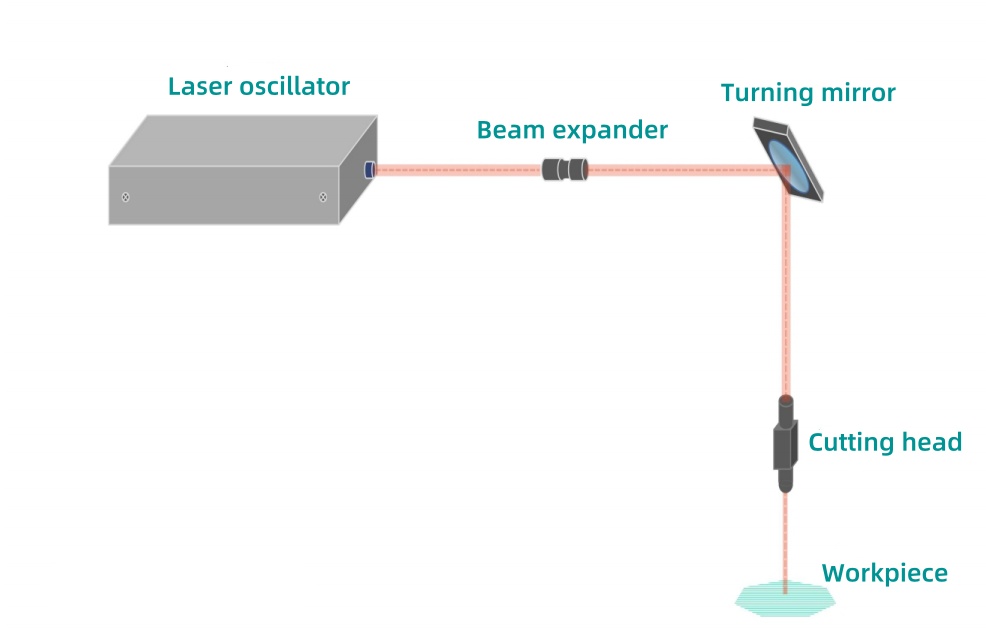
Princip řezání laserem
Laser generuje ultrakrátké pulzy s extrémně vysokou energií, které interagují s obrobkem v časovém horizontu od femtosekundy do pikosekundy. Během šíření materiálem paprsek narušuje jeho strukturu napětí a vytváří filamentační otvory v mikronovém měřítku. Optimalizované rozteče otvorů generují řízené mikrotrhliny, které v kombinaci s technologií štěpení dosahují přesné separace.
Výhody laserového řezání
1. Vysoká integrace automatizace (kombinovaná funkce řezání/štípání) s nízkou spotřebou energie a zjednodušeným ovládáním;
2. Bezkontaktní zpracování umožňuje jedinečné možnosti, kterých nelze dosáhnout konvenčními metodami;
3. Provoz bez spotřebních materiálů snižuje provozní náklady a zvyšuje environmentální udržitelnost;
4. Vynikající přesnost s nulovým úhlem zúžení a eliminací sekundárního poškození obrobku;
Společnost XKH poskytuje komplexní služby přizpůsobení našich laserových řezacích systémů, včetně konfigurací platforem na míru, vývoje specializovaných procesních parametrů a řešení specifických pro danou aplikaci, která splňují jedinečné výrobní požadavky v různých odvětvích.