Technologie řezání destiček, jakožto klíčový krok v procesu výroby polovodičů, je přímo spojena s výkonem, výtěžností a výrobními náklady čipu.
#01 Pozadí a význam krájení oplatek
1.1 Definice krájení oplatek
Dělení destiček (také známé jako scribing) je nezbytným krokem ve výrobě polovodičů, jehož cílem je rozdělit zpracované destičky do několika samostatných čipů (čipů). Tyto čipy obvykle obsahují kompletní funkcionalitu obvodu a jsou klíčovými komponenty, které se nakonec používají při výrobě elektronických zařízení. S tím, jak se návrhy čipů stávají složitějšími a rozměry se dále zmenšují, jsou požadavky na přesnost a efektivitu technologie řezání destiček stále přísnější.
V praxi se při řezání destiček obvykle využívají vysoce přesné nástroje, jako jsou diamantové kotouče, aby se zajistilo, že každá matrice zůstane neporušená a plně funkční. Mezi klíčové kroky patří příprava před řezáním, přesná kontrola během procesu řezání a kontrola kvality po řezání.
Před řezáním musí být destička označena a umístěna tak, aby byly zajištěny přesné řezné dráhy. Během řezání musí být přísně kontrolovány parametry, jako je tlak nástroje a rychlost, aby se zabránilo poškození destičky. Po řezání se provádějí komplexní kontroly kvality, aby se zajistilo, že každý čip splňuje výkonnostní standardy.
Základní principy technologie řezání destiček zahrnují nejen výběr řezacího zařízení a nastavení procesních parametrů, ale také vliv mechanických vlastností a charakteristik materiálů na kvalitu řezání. Například křemíkové destičky s nízkým dielektrickým součinitelem (Low-k) jsou kvůli svým horším mechanickým vlastnostem vysoce náchylné ke koncentraci napětí během řezání, což vede k poruchám, jako je odštípávání a praskání. Nízká tvrdost a křehkost materiálů s nízkým součinitelem (Low-k) je činí náchylnějšími k strukturálnímu poškození mechanickou silou nebo tepelným namáháním, zejména během řezání. Kontakt mezi nástrojem a povrchem destičky ve spojení s vysokými teplotami může koncentraci napětí dále zhoršit.

S pokrokem v materiálové vědě se technologie řezání destiček rozšířila nad rámec tradičních polovodičů na bázi křemíku a zahrnula nové materiály, jako je nitrid galia (GaN). Tyto nové materiály díky své tvrdosti a strukturním vlastnostem představují nové výzvy pro procesy řezání a vyžadují další vylepšení řezných nástrojů a technik.
Jakožto klíčový proces v polovodičovém průmyslu je osazování destiček neustále optimalizováno v reakci na vyvíjející se požadavky a technologický pokrok, čímž se pokládají základy pro budoucí mikroelektroniku a technologie integrovaných obvodů.
Vylepšení v technologii řezání destiček (waferů) jdou nad rámec vývoje pomocných materiálů a nástrojů. Zahrnují také optimalizaci procesů, zvýšení výkonu zařízení a přesné řízení parametrů řezání. Cílem těchto pokroků je zajistit vysokou přesnost, efektivitu a stabilitu procesu řezání destiček a uspokojit tak potřeby polovodičového průmyslu po menších rozměrech, vyšší integraci a složitějších čipových strukturách.
| oblast zlepšení | Konkrétní opatření | Efekty |
| Optimalizace procesů | - Zlepšit počáteční přípravy, jako je přesnější polohování destiček a plánování trasy. | - Snižte chyby při řezání a zlepšete stabilitu. |
| - Minimalizujte chyby při řezání a zvyšte stabilitu. | - Zavést mechanismy monitorování a zpětné vazby v reálném čase pro úpravu tlaku, rychlosti a teploty nástroje. | |
| - Nižší míra lámání destiček a zlepšení kvality čipů. | ||
| Zlepšení výkonu zařízení | - Využívejte vysoce přesné mechanické systémy a pokročilou technologii automatizačního řízení. | - Zvyšuje přesnost řezání a snižuje plýtvání materiálem. |
| - Zavést technologii laserového řezání vhodnou pro destičky z vysoce tvrdých materiálů. | - Zlepšit efektivitu výroby a snížit manuální chyby. | |
| - Zvyšte automatizaci zařízení pro automatické monitorování a seřizování. | ||
| Přesné řízení parametrů | - Jemné nastavení parametrů, jako je hloubka řezu, rychlost, typ nástroje a metody chlazení. | - Zajistěte integritu čipu a elektrický výkon. |
| - Přizpůsobení parametrů na základě materiálu, tloušťky a struktury destičky. | - Zvyšování výtěžnosti, snižování plýtvání materiálem a snižování výrobních nákladů. | |
| Strategický význam | - Neustále zkoumat nové technologické cesty, optimalizovat procesy a vylepšovat možnosti zařízení tak, aby splňovaly požadavky trhu. | - Zlepšit výtěžnost a výkon výroby čipů, což podpoří vývoj nových materiálů a pokročilých návrhů čipů. |
1.2 Důležitost krájení oplatek na kostičky
Dělení destiček hraje klíčovou roli v procesu výroby polovodičů a přímo ovlivňuje následné kroky, stejně jako kvalitu a výkon konečného produktu. Jeho význam lze podrobně popsat následovně:
Zaprvé, přesnost a konzistence řezání jsou klíčové pro zajištění výtěžnosti a spolehlivosti čipu. Během výroby procházejí wafery několika kroky zpracování, aby vytvořily četné složité obvodové struktury, které musí být přesně rozděleny do jednotlivých čipů (matic). Pokud se během procesu řezání vyskytnou významné chyby v zarovnání nebo řezání, mohou se obvody poškodit, což ovlivní funkčnost a spolehlivost čipu. Technologie vysoce přesného řezání proto nejen zajišťuje integritu každého čipu, ale také zabraňuje poškození vnitřních obvodů, čímž se zlepšuje celková míra výtěžnosti.
Za druhé, krájení destiček má významný vliv na efektivitu výroby a kontrolu nákladů. Jako klíčový krok ve výrobním procesu jeho efektivita přímo ovlivňuje průběh následných kroků. Optimalizací procesu krájení, zvýšením úrovně automatizace a zlepšením rychlosti řezání lze výrazně zvýšit celkovou efektivitu výroby.
Na druhou stranu je plýtvání materiálem během řezání kritickým faktorem v řízení nákladů. Využití pokročilých technologií řezání nejen snižuje zbytečné ztráty materiálu během procesu řezání, ale také zvyšuje využití destiček, a tím snižuje výrobní náklady.
S pokrokem v polovodičové technologii se průměry destiček neustále zvětšují a hustota obvodů se odpovídajícím způsobem zvyšuje, což klade vyšší nároky na technologii řezání. Větší destičky vyžadují přesnější řízení řezných drah, zejména v oblastech s vysokou hustotou obvodů, kde i malé odchylky mohou způsobit vadu více čipů. Větší destičky navíc zahrnují více řezných linií a složitější procesní kroky, což vyžaduje další zlepšení přesnosti, konzistence a účinnosti technologií řezání, aby se těmto výzvám vyrovnalo.
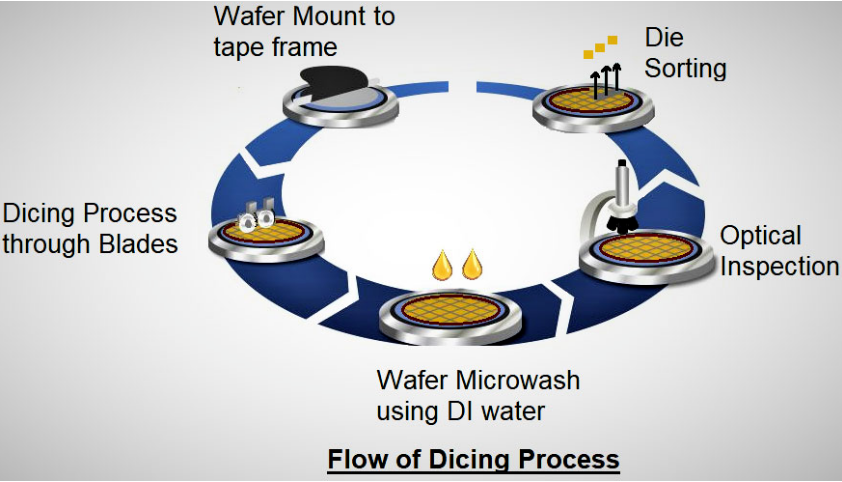
1.3 Proces krájení oplatek
Proces krájení oplatek zahrnuje všechny kroky od přípravné fáze až po konečnou kontrolu kvality, přičemž každá fáze je klíčová pro zajištění kvality a vlastností krájených chipsů. Níže je uveden podrobný popis každé fáze.
| Fáze | Podrobný popis |
| Přípravná fáze | -Čištění oplatekK odstranění nečistot, částic a kontaminantů použijte vysoce čistou vodu a specializované čisticí prostředky v kombinaci s ultrazvukovým nebo mechanickým drhnutím a zajistěte tak čistý povrch. -Přesné polohováníPoužijte vysoce přesné zařízení, abyste zajistili přesné rozdělení destičky podél navržených řezných drah. -Fixace oplatkyUpevněte destičku na rám pásky, abyste během řezání zachovali stabilitu a zabránili poškození vibracemi nebo pohybem. |
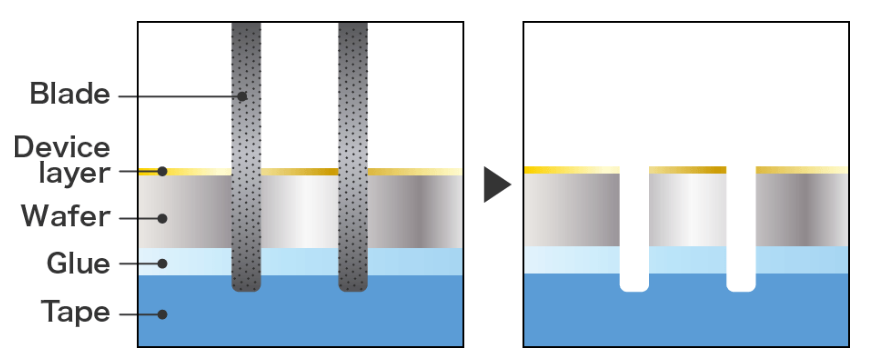
| Fáze řezání | -Krájení čepelíPro fyzické řezání používejte vysokorychlostní rotační diamantové kotouče, vhodné pro materiály na bázi křemíku a cenově dostupné. -Laserové řezání kostkamiVyužívají vysokoenergetické laserové paprsky pro bezkontaktní řezání, ideální pro křehké nebo vysoce tvrdé materiály, jako je nitrid galia, a nabízejí vyšší přesnost a menší ztráty materiálu. -Nové technologieZavést technologie laserového a plazmového řezání pro další zvýšení efektivity a přesnosti a zároveň minimalizaci tepelně ovlivněných zón. |
| Fáze čištění | - K odstranění nečistot a prachu vznikajících během řezání používejte deionizovanou vodu (DI vodu) a specializované čisticí prostředky v kombinaci s ultrazvukovým nebo postřikovým čištěním, abyste zabránili ovlivnění následných procesů nebo elektrických vlastností třísky jejich zbytky. - Vysoce čistá deionizovaná voda zabraňuje zavádění nových kontaminantů a zajišťuje tak čisté prostředí destiček. |
| Fáze inspekce | -Optická kontrolaPoužívejte optické detekční systémy v kombinaci s algoritmy umělé inteligence k rychlé identifikaci vad, čímž zajistíte, že se v nakrájených lupíncích nebudou objevovat praskliny ani odštěpky, zlepšíte efektivitu kontroly a snížíte lidské chyby. -Měření rozměrůOvěřte, zda rozměry čipu splňují konstrukční specifikace. -Testování elektrických vlastnostíZajistit, aby elektrický výkon kritických čipů splňoval normy, a zaručit tak spolehlivost v následných aplikacích. |
| Fáze třídění | - Používejte robotická ramena nebo vakuové přísavky k oddělení kvalifikovaných třísek od rámu pásky a jejich automatickému třídění na základě výkonu, což zajišťuje efektivitu výroby a flexibilitu a zároveň zvyšuje přesnost. |
Proces řezání destiček zahrnuje čištění, polohování, řezání, čištění, kontrolu a třídění destiček, přičemž každý krok je kritický. Díky pokroku v automatizaci, laserovém řezání a technologiích kontroly pomocí umělé inteligence mohou moderní systémy řezání destiček dosáhnout vyšší přesnosti, rychlosti a nižších ztrát materiálu. V budoucnu nové řezací technologie, jako je laser a plazma, postupně nahradí tradiční řezání noži, aby splnily potřeby stále složitějších návrhů čipů, což dále podpoří rozvoj procesů výroby polovodičů.
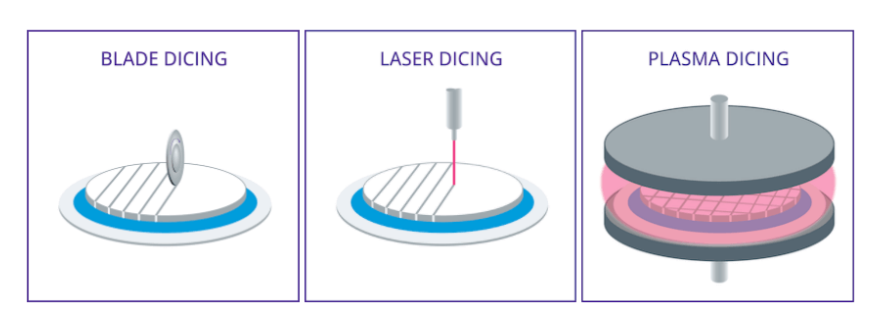
Technologie řezání destiček a její principy
Obrázek znázorňuje tři běžné technologie řezání destiček:Krájení čepelí,Laserové řezání kostkamiaPlazmové krájení kostkamiNíže je uvedena podrobná analýza a doplňující vysvětlení těchto tří technik:
Při výrobě polovodičů je řezání destiček klíčovým krokem, který vyžaduje výběr vhodné metody řezání na základě tloušťky destičky. Prvním krokem je určení tloušťky destičky. Pokud tloušťka destičky přesahuje 100 mikronů, lze jako metodu řezání zvolit řezání nožem. Pokud řezání nožem není vhodné, lze použít metodu řezání lomem, která zahrnuje jak řezání rýhováním, tak řezání nožem.
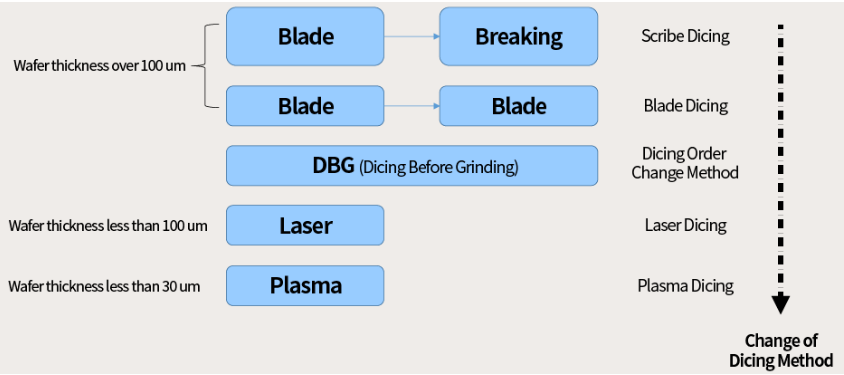
Pokud je tloušťka destičky mezi 30 a 100 mikrony, doporučuje se metoda DBG (Dice Before Grinding). V tomto případě lze pro dosažení nejlepších výsledků zvolit řezání rýhováním, řezání nožem nebo úpravu pořadí řezání dle potřeby.
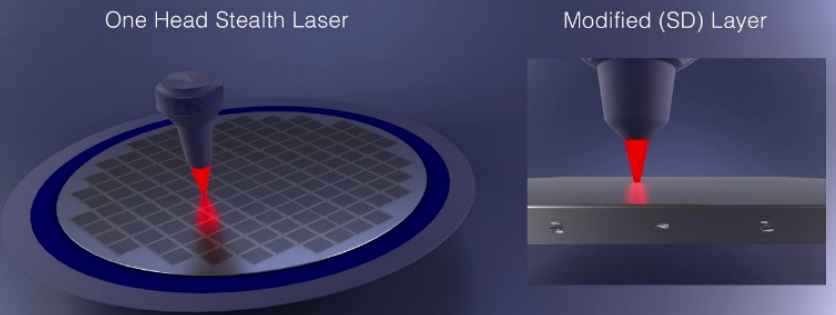
Pro ultratenké destičky o tloušťce menší než 30 mikronů se stává laserové řezání preferovanou metodou díky své schopnosti přesně řezat tenké destičky bez způsobení nadměrného poškození. Pokud laserové řezání nemůže splnit specifické požadavky, lze jako alternativu použít plazmové řezání. Tento vývojový diagram poskytuje jasný postup rozhodování, který zajistí výběr nejvhodnější technologie řezání destiček za různých podmínek tloušťky.
2.1 Technologie mechanického řezání
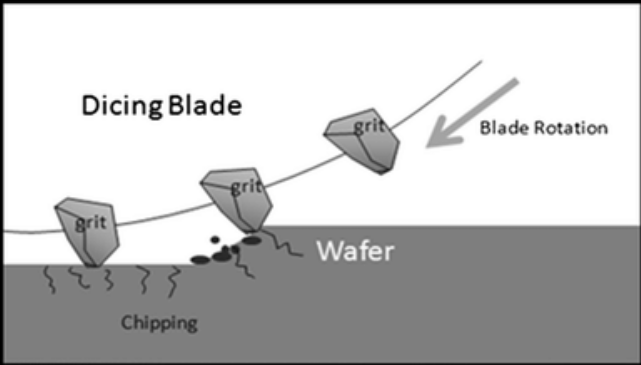
Technologie mechanického řezání je tradiční metodou krájení destiček. Základním principem je použití vysokorychlostního rotujícího diamantového brusného kotouče jako řezného nástroje pro krájení destičky. Klíčové vybavení zahrnuje vřeteno s pneumatickým ložiskem, které pohání diamantový brusný kotouč vysokými rychlostmi a provádí přesné řezání nebo drážkování podél předem definované řezné dráhy. Tato technologie je v průmyslu široce používána díky nízkým nákladům, vysoké účinnosti a široké použitelnosti.
Výhody
Vysoká tvrdost a odolnost diamantových brusných kotoučů proti opotřebení umožňuje přizpůsobit technologii mechanického řezání potřebám řezání různých materiálů waferů, ať už se jedná o tradiční materiály na bázi křemíku nebo novější sloučeniny polovodičů. Jeho obsluha je jednoduchá a má relativně nízké technické požadavky, což dále podporuje jeho popularitu v hromadné výrobě. Navíc ve srovnání s jinými metodami řezání, jako je řezání laserem, má mechanické řezání lépe kontrolovatelné náklady, takže je vhodné pro potřeby velkoobjemové výroby.
Omezení
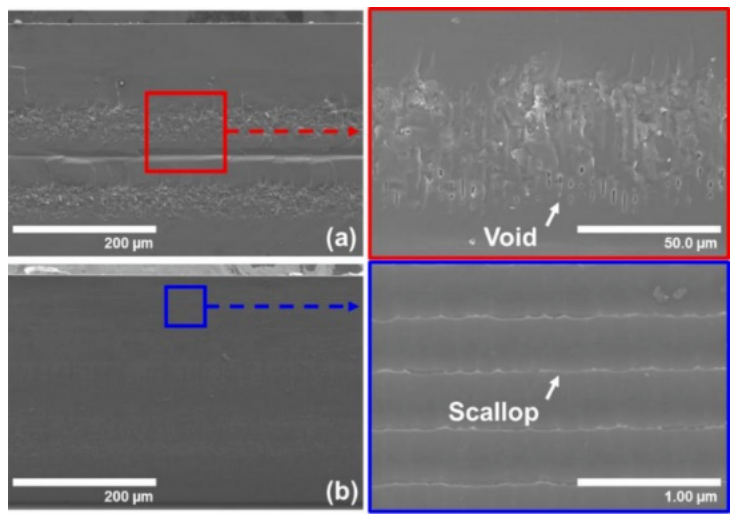
Navzdory četným výhodám má technologie mechanického řezání i omezení. Zaprvé, kvůli fyzickému kontaktu mezi nástrojem a destičkou je přesnost řezání relativně omezená, což často vede k rozměrovým odchylkám, které mohou ovlivnit přesnost následného balení a testování čipů. Zadruhé, během procesu mechanického řezání se mohou snadno vyskytnout vady, jako je odštípnutí a praskliny, což nejen ovlivňuje výtěžnost, ale může také negativně ovlivnit spolehlivost a životnost čipů. Poškození způsobené mechanickým namáháním je obzvláště škodlivé pro výrobu čipů s vysokou hustotou, zejména při řezání křehkých materiálů, kde jsou tyto problémy výraznější.
Technologická vylepšení
Aby se tato omezení překonala, vědci neustále optimalizují proces mechanického řezání. Mezi klíčová vylepšení patří vylepšení konstrukce a výběru materiálu brusných kotoučů pro zlepšení přesnosti a trvanlivosti řezání. Optimalizace konstrukčního návrhu a řídicích systémů řezacího zařízení dále zlepšila stabilitu a automatizaci procesu řezání. Tato vylepšení snižují chyby způsobené lidskou obsluhou a zlepšují konzistenci řezů. Zavedení pokročilých technologií kontroly a kontroly kvality pro sledování anomálií v reálném čase během procesu řezání také výrazně zlepšilo spolehlivost a výtěžnost řezání.
Budoucí rozvoj a nové technologie
Přestože technologie mechanického řezání stále zaujímá významné postavení v řezání destiček, s vývojem polovodičových procesů se rychle rozvíjejí i nové technologie řezání. Například aplikace technologie termického laserového řezání poskytuje nová řešení problémů s přesností a vadami při mechanickém řezání. Tato bezkontaktní metoda řezání snižuje fyzické namáhání destičky, čímž výrazně snižuje výskyt odštípnutí a praskání, zejména při řezání křehčích materiálů. V budoucnu poskytne integrace technologie mechanického řezání s nově vznikajícími technikami řezání výrobě polovodičů více možností a flexibility, což dále zvýší efektivitu výroby a kvalitu čipů.
Závěrem lze říci, že ačkoli má technologie mechanického řezání určité nevýhody, neustálé technologické vylepšení a její integrace s novými řezacími technikami jí umožňují i nadále hrát důležitou roli ve výrobě polovodičů a udržet si konkurenceschopnost v budoucích procesech.
2.2 Technologie laserového řezání
Technologie laserového řezání, jako nová metoda řezání destiček, si postupně získala v polovodičovém průmyslu širokou pozornost díky své vysoké přesnosti, absenci mechanického poškození kontaktu a rychlému řezání. Tato technologie využívá vysokou hustotu energie a schopnost zaostřování laserového paprsku k vytvoření malé tepelně ovlivněné zóny na povrchu materiálu destičky. Když je laserový paprsek aplikován na destičku, generované tepelné napětí způsobí, že se materiál v určeném místě zlomí, čímž se dosáhne přesného řezání.
Výhody technologie laserového řezání
• Vysoká přesnostPřesná polohovací schopnost laserového paprsku umožňuje řezání s přesností na úrovni mikronů nebo dokonce nanometrů, což splňuje požadavky moderní výroby vysoce přesných integrovaných obvodů s vysokou hustotou.
• Žádný mechanický kontaktŘezání laserem zabraňuje fyzickému kontaktu s destičkou, čímž se předchází běžným problémům při mechanickém řezání, jako je odštípávání a praskání, a výrazně se tak zlepšuje výtěžnost a spolehlivost čipů.
• Vysoká rychlost řezáníVysoká rychlost laserového řezání přispívá ke zvýšení efektivity výroby, díky čemuž je obzvláště vhodné pro velkoobjemovou a vysokorychlostní výrobu.
Výzvy, kterým čelíme
• Vysoké náklady na vybaveníPočáteční investice do laserového řezacího zařízení je vysoká, což představuje ekonomický tlak, zejména pro malé a střední výrobní podniky.
• Komplexní řízení procesůŘezání laserem vyžaduje přesné řízení několika parametrů, včetně hustoty energie, polohy ohniska a rychlosti řezání, což proces činí složitým.
• Problémy v zóně ovlivněné teplemPřestože bezkontaktní povaha laserového řezání snižuje mechanické poškození, tepelné namáhání způsobené tepelně ovlivněnou zónou (HAZ) může negativně ovlivnit vlastnosti materiálu destičky. Pro minimalizaci tohoto efektu je nutná další optimalizace procesu.
Směry technologického zlepšení
Aby se tyto výzvy vyřešily, vědci se zaměřují na snižování nákladů na zařízení, zvyšování účinnosti řezání a optimalizaci procesního toku.
• Efektivní lasery a optické systémyVývojem účinnějších laserů a pokročilých optických systémů je možné snížit náklady na zařízení a zároveň zvýšit přesnost a rychlost řezání.
• Optimalizace procesních parametrůProvádí se hloubkový výzkum interakce mezi lasery a materiály destiček s cílem zlepšit procesy, které zmenšují tepelně ovlivněnou zónu, a tím zlepšují kvalitu řezu.
• Inteligentní řídicí systémyVývoj technologií inteligentního řízení si klade za cíl automatizovat a optimalizovat proces laserového řezání a zlepšit jeho stabilitu a konzistenci.
Technologie laserového řezání je obzvláště účinná v ultratenkých destičkách a při vysoce přesném řezání. S rostoucí velikostí destiček a zvyšující se hustotou obvodů se tradiční mechanické metody řezání potýkají s požadavky moderní výroby polovodičů na vysokou přesnost a účinnost. Díky svým jedinečným výhodám se laserové řezání stává v těchto oblastech preferovaným řešením.
Přestože technologie laserového řezání stále čelí výzvám, jako jsou vysoké náklady na zařízení a složitost procesu, její jedinečné výhody ve vysoké přesnosti a bezkontaktním poškození z ní činí důležitý směr rozvoje výroby polovodičů. S neustálým pokrokem laserové technologie a inteligentních řídicích systémů se očekává, že laserové řezání dále zlepší efektivitu a kvalitu řezání destiček, což bude hnací silou neustálého rozvoje polovodičového průmyslu.
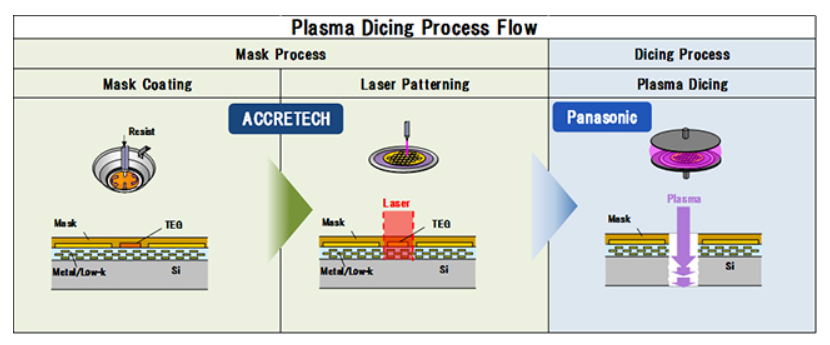
2.3 Technologie plazmového řezání
Technologie plazmového řezání, jakožto nová metoda řezání destiček, si v posledních letech získala značnou pozornost. Tato technologie využívá vysokoenergetické plazmové paprsky k přesnému řezání destiček řízením energie, rychlosti a dráhy řezání plazmového paprsku, čímž dosahuje optimálních výsledků řezání.
Princip fungování a výhody
Proces plazmového řezání se opírá o vysokoteplotní a energetický plazmový paprsek generovaný zařízením. Tento paprsek dokáže zahřát materiál destičky na bod tání nebo odpaření ve velmi krátkém čase, což umožňuje rychlé řezání. Ve srovnání s tradičním mechanickým nebo laserovým řezáním je plazmové řezání rychlejší a vytváří menší tepelně ovlivněnou zónu, čímž účinně snižuje výskyt trhlin a poškození během řezání.
V praktických aplikacích je technologie plazmového řezání obzvláště vhodná pro práci s destičkami složitých tvarů. Její vysokoenergetický, nastavitelný plazmový paprsek dokáže snadno a s vysokou přesností řezat destičky nepravidelných tvarů. Proto je tato technologie velmi slibná pro široké využití ve výrobě mikroelektroniky, zejména při zakázkové a malosériové výrobě špičkových čipů.
Výzvy a omezení
Navzdory mnoha výhodám technologie plazmového řezání čelí i některým výzvám.
• Složitý procesProces plazmového řezání je složitý a vyžaduje vysoce přesné zařízení a zkušené operátory, aby bylo zajištěnopřesnost a stabilita při řezání.
• Kontrola a bezpečnost životního prostředíVysokoteplotní a energetická povaha plazmového paprsku vyžaduje přísná opatření pro kontrolu prostředí a bezpečnostní opatření, což zvyšuje složitost a náklady na implementaci.
Směry budoucího rozvoje
S technologickým pokrokem se očekává, že problémy spojené s plazmovým řezáním budou postupně překonány. Vývojem inteligentnějších a stabilnějších řezacích zařízení lze snížit závislost na manuálních operacích, a tím zlepšit efektivitu výroby. Optimalizace procesních parametrů a řezacího prostředí zároveň pomůže snížit bezpečnostní rizika a provozní náklady.
V polovodičovém průmyslu jsou inovace v technologii řezání a kostkování destiček klíčové pro jeho rozvoj. Technologie plazmového řezání se díky své vysoké přesnosti, efektivitě a schopnosti zpracovávat složité tvary destiček stala v této oblasti významným novým hráčem. Přestože některé výzvy přetrvávají, budou tyto problémy postupně řešeny pokračujícími technologickými inovacemi, které přinesou více možností a příležitostí do výroby polovodičů.
Perspektivy využití technologie plazmového řezání jsou obrovské a očekává se, že v budoucnu bude hrát stále důležitější roli ve výrobě polovodičů. Díky neustálým technologickým inovacím a optimalizaci plazmové řezání nejenže vyřeší stávající výzvy, ale stane se také silným motorem růstu polovodičového průmyslu.
2.4 Kvalita řezání a ovlivňující faktory
Kvalita řezání destiček je klíčová pro následné balení čipů, testování a celkový výkon a spolehlivost konečného produktu. Mezi běžné problémy, se kterými se během řezání setkáváme, patří praskliny, odštípnutí a odchylky při řezání. Tyto problémy jsou ovlivněny několika faktory, které působí společně.
| Kategorie | Obsah | Dopad |
| Parametry procesu | Řezná rychlost, posuv a hloubka řezu přímo ovlivňují stabilitu a přesnost procesu řezání. Nesprávné nastavení může vést ke koncentraci napětí a nadměrné tepelně ovlivněné zóně, což má za následek praskliny a odštěpování. Klíčem k dosažení požadovaných výsledků řezání je vhodné nastavení parametrů na základě materiálu destičky, tloušťky a požadavků na řezání. | Správné parametry procesu zajišťují přesné řezání a snižují riziko vad, jako jsou praskliny a odštěpky. |
| Faktory vybavení a materiálu | -Kvalita čepeleMateriál, tvrdost a odolnost čepele proti opotřebení ovlivňují hladkost řezného procesu a rovinnost řezaného povrchu. Čepele nízké kvality zvyšují tření a tepelné namáhání, což může vést k prasklinám nebo odštěpkům. Výběr správného materiálu čepele je zásadní. -Výkon chladicí kapalinyChladicí kapaliny pomáhají snižovat teplotu řezu, minimalizovat tření a odstraňovat nečistoty. Neúčinná chladicí kapalina může vést k vysokým teplotám a hromadění nečistot, což ovlivňuje kvalitu a účinnost řezu. Výběr účinných a ekologických chladicích kapalin je zásadní. | Kvalita kotouče ovlivňuje přesnost a hladkost řezu. Nedostatečná chladicí kapalina může vést ke špatné kvalitě a účinnosti řezu, což zdůrazňuje potřebu optimálního využití chladicí kapaliny. |
| Řízení procesů a kontrola kvality | -Řízení procesůMonitorování a úprava klíčových parametrů řezání v reálném čase pro zajištění stability a konzistence procesu řezání. -Kontrola kvalityKontroly vzhledu po řezání, měření rozměrů a testování elektrických vlastností pomáhají včas identifikovat a řešit problémy s kvalitou, čímž se zlepšuje přesnost a konzistence řezání. | Správná kontrola procesu a kontrola kvality pomáhají zajistit konzistentní a vysoce kvalitní výsledky řezání a včasné odhalení potenciálních problémů. |
Zlepšení kvality řezu
Zlepšení kvality řezání vyžaduje komplexní přístup, který zohledňuje procesní parametry, výběr zařízení a materiálu, řízení procesu a kontrolu. Neustálým zdokonalováním technologií řezání a optimalizací procesních metod lze dále zvýšit přesnost a stabilitu řezání destiček, což poskytuje spolehlivější technickou podporu pro průmysl výroby polovodičů.
#03 Manipulace a testování po řezání
3.1 Čištění a sušení
Kroky čištění a sušení po řezání destičky jsou zásadní pro zajištění kvality čipu a hladkého průběhu následných procesů. Během této fáze je nezbytné důkladně odstranit křemíkové úlomky, zbytky chladicí kapaliny a další nečistoty vzniklé během řezání. Stejně důležité je zajistit, aby se čipy během procesu čištění nepoškodily, a po vysušení zajistit, aby na povrchu čipu nezůstala žádná vlhkost, aby se předešlo problémům, jako je koroze nebo elektrostatický výboj.

Manipulace po řezání: Proces čištění a sušení
| Krok procesu | Obsah | Dopad |
| Proces čištění | -MetodaK čištění používejte specializované čisticí prostředky a čistou vodu v kombinaci s ultrazvukovými nebo mechanickými kartáčovacími technikami. | Zajišťuje důkladné odstranění nečistot a zabraňuje poškození třísek během čištění. |
| -Výběr čisticího prostředkuVyberte na základě materiálu destičky a typu nečistot, abyste zajistili efektivní čištění bez poškození čipu. | Správný výběr čisticího prostředku je klíčem k účinnému čištění a ochraně proti třískám. | |
| -Řízení parametrůPřísně kontrolujte teplotu, dobu čištění a koncentraci čisticího roztoku, abyste předešli problémům s kvalitou způsobeným nesprávným čištěním. | Kontroly pomáhají zabránit poškození destičky nebo zanechání kontaminantů, čímž je zajištěna konzistentní kvalita. | |
| Proces sušení | -Tradiční metodyPřirozené sušení vzduchem a sušení horkým vzduchem, které mají nízkou účinnost a mohou vést k hromadění statické elektřiny. | Může vést k pomalejší době schnutí a potenciálním problémům se statickou elektřinou. |
| -Moderní technologiePoužívejte pokročilé technologie, jako je vakuové sušení a infračervené sušení, abyste zajistili rychlé schnutí třísek a zabránili jejich škodlivým účinkům. | Rychlejší a efektivnější proces sušení, který snižuje riziko statického výboje nebo problémů souvisejících s vlhkostí. | |
| Výběr a údržba zařízení | -Výběr vybaveníVysoce výkonné čisticí a sušicí stroje zlepšují efektivitu zpracování a jemně kontrolují potenciální problémy během manipulace. | Vysoce kvalitní stroje zajišťují lepší zpracování a snižují pravděpodobnost chyb během čištění a sušení. |
| -Údržba zařízeníPravidelná kontrola a údržba zařízení zajišťuje jeho optimální provozní stav a zaručuje kvalitu třísek. | Správná údržba zabraňuje poruchám zařízení a zajišťuje spolehlivé a vysoce kvalitní zpracování. |
Čištění a sušení po řezání
Kroky čištění a sušení po řezání destiček jsou složité a delikátní procesy, které vyžadují pečlivé zvážení mnoha faktorů, aby byl zajištěn konečný výsledek zpracování. Použitím vědeckých metod a přísných postupů je možné zajistit, aby každý čip vstupoval do následných fází balení a testování v optimálním stavu.
Kontrola a testování po řezání
| Krok | Obsah | Dopad |
| Krok inspekce | 1.Vizuální kontrolaPoužijte vizuální nebo automatizované kontrolní zařízení ke kontrole viditelných vad, jako jsou praskliny, odštěpky nebo kontaminace na povrchu třísky. Rychle identifikujte fyzicky poškozené třísky, abyste předešli plýtvání. | Pomáhá identifikovat a eliminovat vadné třísky v rané fázi procesu, čímž snižuje ztráty materiálu. |
| 2.Měření velikostiPoužívejte přesné měřicí přístroje k přesnému měření rozměrů třísek, abyste zajistili, že velikost řezu splňuje konstrukční specifikace, a předešli problémům s výkonem nebo obtížím s balením. | Zajišťuje, aby čipy splňovaly požadované limity velikosti, čímž zabraňuje snížení výkonu nebo problémům s montáží. | |
| 3.Testování elektrických vlastnostíVyhodnoťte klíčové elektrické parametry, jako je odpor, kapacita a indukčnost, abyste identifikovali čipy, které nejsou v souladu s předpisy, a zajistili, aby do další fáze postupovaly pouze čipy splňující požadavky na výkon. | Zajišťuje, aby se v procesu postupovalo pouze s funkčními a výkonnostně ověřenými čipy, čímž se snižuje riziko selhání v pozdějších fázích. | |
| Krok testování | 1.Funkční testováníOvěření, zda základní funkce čipu fungují podle očekávání, identifikace a eliminace čipů s funkčními abnormalitami. | Zajišťuje, aby čipy splňovaly základní provozní požadavky před postupem do dalších fází. |
| 2.Testování spolehlivostiVyhodnoťte stabilitu výkonu čipu při dlouhodobém používání nebo v náročných podmínkách, obvykle zahrnujících stárnutí při vysokých teplotách, testování při nízkých teplotách a testování vlhkosti pro simulaci extrémních podmínek v reálném světě. | Zajišťuje spolehlivé fungování čipů v různých podmínkách prostředí, čímž se prodlužuje životnost a stabilita produktu. | |
| 3.Testování kompatibilityOvěřte, zda čip správně funguje s ostatními komponentami nebo systémy, a ujistěte se, že nedochází k žádným závadám nebo snížení výkonu v důsledku nekompatibility. | Zajišťuje plynulý provoz v reálných aplikacích tím, že předchází problémům s kompatibilitou. |
3.3 Balení a skladování
Po nařezání destiček jsou čipy klíčovým výstupem procesu výroby polovodičů a jejich fáze balení a skladování jsou stejně důležité. Správná opatření pro balení a skladování jsou nezbytná nejen pro zajištění bezpečnosti a stability čipů během přepravy a skladování, ale také pro poskytnutí silné podpory pro následné fáze výroby, testování a balení.
Shrnutí fází inspekce a testování:
Kroky kontroly a testování čipů po řezání destiček zahrnují řadu aspektů, včetně vizuální kontroly, měření velikosti, testování elektrických vlastností, funkčního testování, testování spolehlivosti a testování kompatibility. Tyto kroky jsou vzájemně propojeny a doplňují se a tvoří pevnou bariéru pro zajištění kvality a spolehlivosti produktu. Prostřednictvím přísných kontrolních a testovacích postupů lze potenciální problémy identifikovat a rychle vyřešit, což zajišťuje, že konečný produkt splňuje požadavky a očekávání zákazníka.
| Aspekt | Obsah |
| Balicí opatření | 1.AntistatickýObalové materiály by měly mít vynikající antistatické vlastnosti, aby se zabránilo poškození zařízení statickou elektřinou nebo ovlivnění jejich výkonu. |
| 2.Odolné proti vlhkostiObalové materiály by měly mít dobrou odolnost proti vlhkosti, aby se zabránilo korozi a zhoršení elektrických vlastností způsobenému vlhkostí. | |
| 3.Odolný proti nárazůmBalicí materiály by měly poskytovat účinné tlumení nárazů, aby chránily třísky před vibracemi a nárazy během přepravy. | |
| Úložné prostředí | 1.Regulace vlhkostiPřísně regulujte vlhkost v příslušném rozmezí, abyste zabránili absorpci vlhkosti a korozi způsobené nadměrnou vlhkostí nebo problémům se statickou elektřinou způsobeným nízkou vlhkostí. |
| 2.ČistotaUdržujte čisté skladovací prostředí, abyste zabránili kontaminaci třísek prachem a nečistotami. | |
| 3.Regulace teplotyNastavte přiměřený teplotní rozsah a udržujte teplotní stabilitu, abyste zabránili urychlenému stárnutí v důsledku nadměrného tepla nebo problémů s kondenzací způsobených nízkými teplotami. | |
| Pravidelná kontrola | Pravidelně kontrolujte a vyhodnocujte skladované čipy pomocí vizuálních kontrol, měření rozměrů a testů elektrického výkonu, abyste včas identifikovali a řešili potenciální problémy. Na základě doby a podmínek skladování naplánujte použití čipů tak, abyste zajistili jejich optimální použití. |

Problém mikrotrhlin a poškození během procesu řezání destiček je významnou výzvou ve výrobě polovodičů. Řezné napětí je hlavní příčinou tohoto jevu, protože vytváří drobné trhliny a poškození na povrchu destičky, což vede ke zvýšení výrobních nákladů a snížení kvality výrobku.
Aby se tento problém vyřešil, je zásadní minimalizovat řezné namáhání a implementovat optimalizované řezné techniky, nástroje a podmínky. Pečlivá pozornost věnovaná faktorům, jako je materiál čepele, rychlost řezání, tlak a metody chlazení, může pomoci snížit tvorbu mikrotrhlin a zlepšit celkovou výtěžnost procesu. Kromě toho probíhající výzkum pokročilejších řezacích technologií, jako je laserové řezání, zkoumá způsoby, jak tyto problémy dále zmírnit.
Jako křehký materiál jsou destičky náchylné k vnitřním strukturálním změnám, když jsou vystaveny mechanickému, tepelnému nebo chemickému namáhání, což vede ke vzniku mikrotrhlin. I když tyto trhliny nemusí být okamžitě viditelné, mohou se v průběhu výrobního procesu rozšiřovat a způsobovat závažnější poškození. Tento problém se stává obzvláště problematickým během následných fází balení a testování, kdy teplotní kolísání a další mechanické namáhání mohou způsobit, že se tyto mikrotrhliny vyvinou ve viditelné zlomy, což může vést k selhání čipu.
Aby se toto riziko zmírnilo, je nezbytné pečlivě řídit proces řezání optimalizací parametrů, jako je rychlost řezání, tlak a teplota. Použití méně agresivních metod řezání, jako je laserové řezání, může snížit mechanické namáhání destičky a minimalizovat tvorbu mikrotrhlin. Zavedení pokročilých kontrolních metod, jako je infračervené skenování nebo rentgenové zobrazování, během procesu řezání destičky může navíc pomoci odhalit tyto trhliny v rané fázi, než způsobí další škody.
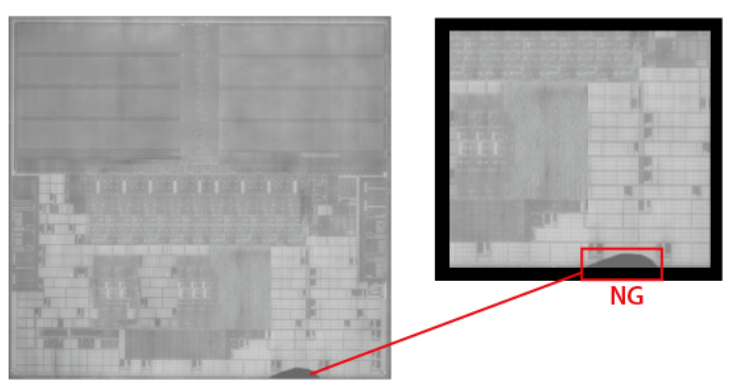
Poškození povrchu destičky je v procesu řezání kostkami významným problémem, protože může mít přímý dopad na výkon a spolehlivost čipu. Takové poškození může být způsobeno nesprávným použitím řezných nástrojů, nesprávnými parametry řezání nebo vadami materiálu samotné destičky. Bez ohledu na příčinu mohou tato poškození vést ke změnám elektrického odporu nebo kapacity obvodu, což ovlivňuje celkový výkon.
Pro řešení těchto problémů se zkoumají dvě klíčové strategie:
1. Optimalizace řezných nástrojů a parametrůPoužitím ostřejších nožů, úpravou rychlosti řezání a úpravou hloubky řezu lze minimalizovat koncentraci napětí během procesu řezání, a tím snížit potenciál poškození.
2. Zkoumání nových technologií řezáníPokročilé techniky, jako je laserové řezání a plazmové řezání, nabízejí vyšší přesnost a zároveň potenciálně snižují úroveň poškození destičky. Tyto technologie jsou studovány s cílem najít způsoby, jak dosáhnout vysoké přesnosti řezání a zároveň minimalizovat tepelné a mechanické namáhání destičky.
Tepelná rázová plocha a její vliv na výkon
Při tepelném řezání, jako je laserové a plazmové řezání, vysoké teploty nevyhnutelně vytvářejí na povrchu destičky zónu tepelného nárazu. Tato oblast, kde je teplotní gradient významný, může změnit vlastnosti materiálu a ovlivnit konečný výkon čipu.
Dopad tepelně ovlivněné zóny (TAZ):
Změny krystalové strukturyPůsobením vysokých teplot se atomy v materiálu destičky mohou přeskupit, což způsobuje deformace krystalové struktury. Tato deformace oslabuje materiál, snižuje jeho mechanickou pevnost a stabilitu, což zvyšuje riziko selhání čipu během používání.
Změny elektrických vlastnostíVysoké teploty mohou změnit koncentraci a mobilitu nosičů náboje v polovodičových materiálech, což ovlivňuje elektrickou vodivost čipu a účinnost přenosu proudu. Tyto změny mohou vést ke snížení výkonu čipu, což ho může potenciálně učinit nevhodným pro zamýšlený účel.
Pro zmírnění těchto účinků je nezbytnou strategií pro snížení rozsahu tepelného dopadu a zachování integrity materiálu regulace teploty během řezání, optimalizace parametrů řezání a zkoumání metod, jako jsou chladicí trysky nebo následné úpravy.
Celkově vzato představují mikrotrhliny i zóny tepelného nárazu klíčové výzvy v technologii řezání destiček. Pro zlepšení kvality polovodičových výrobků a zvýšení jejich konkurenceschopnosti na trhu bude nezbytný další výzkum spolu s technologickým pokrokem a opatřeními pro kontrolu kvality.
Opatření pro kontrolu zóny tepelného dopadu:
Optimalizace parametrů řezného procesuSnížení řezné rychlosti a výkonu může účinně minimalizovat velikost zóny tepelného nárazu (TAZ). To pomáhá kontrolovat množství tepla generovaného během procesu řezání, které přímo ovlivňuje materiálové vlastnosti destičky.
Pokročilé chladicí technologiePoužití technologií, jako je chlazení kapalným dusíkem a mikrofluidní chlazení, může výrazně omezit rozsah zóny tepelného dopadu. Tyto metody chlazení pomáhají efektivněji odvádět teplo, čímž se zachovávají materiálové vlastnosti destičky a minimalizuje tepelné poškození.
Výběr materiáluVýzkumníci zkoumají nové materiály, jako jsou uhlíkové nanotrubice a grafen, které mají vynikající tepelnou vodivost a mechanickou pevnost. Tyto materiály mohou zmenšit zónu tepelného nárazu a zároveň zlepšit celkový výkon čipů.
Stručně řečeno, ačkoli je zóna tepelného nárazu nevyhnutelným důsledkem technologií tepelného řezání, lze ji efektivně kontrolovat optimalizovanými technikami zpracování a výběrem materiálu. Budoucí výzkum se pravděpodobně zaměří na jemné doladění a automatizaci procesů tepelného řezání s cílem dosáhnout efektivnějšího a přesnějšího řezání destiček.
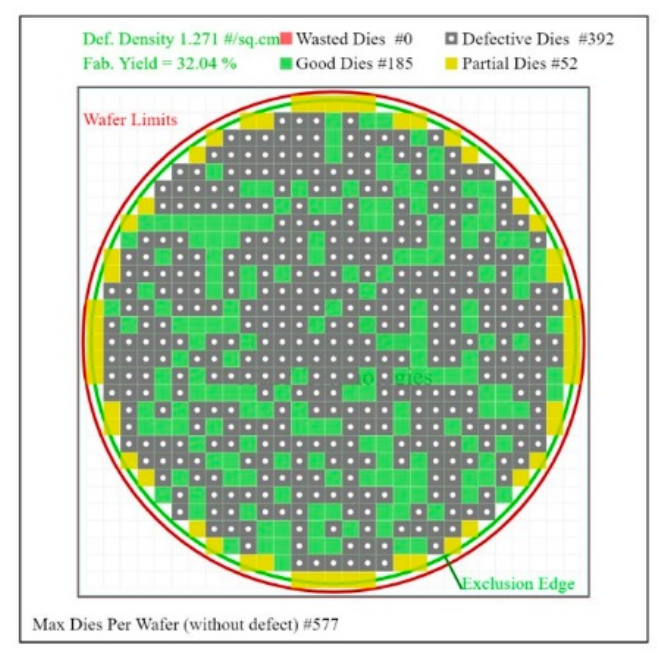
Strategie rovnováhy:
Dosažení optimální rovnováhy mezi výtěžností destiček a efektivitou výroby je v technologii řezání destiček neustálou výzvou. Výrobci musí zvážit řadu faktorů, jako je poptávka na trhu, výrobní náklady a kvalita produktu, aby mohli vyvinout racionální výrobní strategii a procesní parametry. Zároveň je pro udržení nebo dokonce zlepšení výtěžnosti a zároveň pro zvýšení efektivity výroby nezbytné zavést pokročilé řezací zařízení, zlepšit dovednosti obsluhy a zlepšit kontrolu kvality surovin.
Budoucí výzvy a příležitosti:
S pokrokem v polovodičové technologii čelí řezání destiček novým výzvám a příležitostem. S tím, jak se zmenšují velikosti čipů a zvyšuje se integrace, výrazně rostou nároky na přesnost a kvalitu řezání. Současně s nově vznikajícími technologiemi přicházejí nové nápady pro vývoj technik řezání destiček. Výrobci musí sledovat dynamiku trhu a technologické trendy a neustále upravovat a optimalizovat výrobní strategie a procesní parametry, aby splňovali změny na trhu a technologické požadavky.
Závěrem lze říci, že integrací aspektů tržní poptávky, výrobních nákladů a kvality produktů a zavedením pokročilého vybavení a technologií, zlepšením dovedností obsluhy a posílením kontroly surovin mohou výrobci dosáhnout nejlepší rovnováhy mezi výtěžností destiček a efektivitou výroby během řezání destiček, což vede k efektivní a vysoce kvalitní výrobě polovodičových produktů.
Výhled do budoucna:
S rychlým technologickým pokrokem se polovodičová technologie vyvíjí nebývalým tempem. Technologie řezání destiček, jakožto klíčový krok ve výrobě polovodičů, je připravena na vzrušující nový vývoj. Do budoucna se očekává, že technologie řezání destiček dosáhne významného zlepšení v přesnosti, efektivitě a nákladech, což vnese novou vitalitu do dalšího růstu polovodičového průmyslu.
Zvyšování přesnosti:
Ve snaze o vyšší přesnost bude technologie řezání destiček neustále posouvat hranice stávajících procesů. Hlubokým studiem fyzikálních a chemických mechanismů procesu řezání a přesným řízením parametrů řezání bude dosaženo jemnějších výsledků řezání, které splní stále složitější požadavky na návrh obvodů. Průzkum nových materiálů a metod řezání navíc výrazně zlepší výtěžnost a kvalitu.
Zvýšení efektivity:
Nové zařízení pro řezání destiček se zaměří na inteligentní a automatizovaný návrh. Zavedení pokročilých řídicích systémů a algoritmů umožní zařízení automaticky upravovat parametry řezání tak, aby vyhovovaly různým materiálům a konstrukčním požadavkům, a tím výrazně zlepšit efektivitu výroby. Inovace, jako je technologie řezání více destiček a systémy rychlé výměny nožů, budou hrát klíčovou roli ve zvyšování efektivity.
Snížení nákladů:
Snižování nákladů je klíčovým směrem pro vývoj technologie řezání destiček. S vývojem nových materiálů a metod řezání se očekává, že náklady na zařízení a údržbu budou efektivně kontrolovány. Optimalizace výrobních procesů a snižování míry zmetkovitosti navíc dále sníží množství odpadu během výroby, což povede ke snížení celkových výrobních nákladů.
Chytrá výroba a internet věcí:
Integrace technologií inteligentní výroby a internetu věcí (IoT) přinese transformační změny do technologie řezání destiček. Díky propojení a sdílení dat mezi zařízeními lze každý krok výrobního procesu monitorovat a optimalizovat v reálném čase. To nejen zlepšuje efektivitu výroby a kvalitu produktů, ale také poskytuje společnostem přesnější prognózy trhu a podporu při rozhodování.
Technologie řezání destiček v budoucnu dosáhne pozoruhodného pokroku v přesnosti, efektivitě a nákladech. Tento pokrok bude hnací silou dalšího rozvoje polovodičového průmyslu a přinese lidské společnosti více technologických inovací a pohodlí.
Čas zveřejnění: 19. listopadu 2024